Сравнительный анализ организации технологического процесса ТР
С точки зрения организации технологического процесса текущий ремонт автомобилей производится одним из двух методов: агрегатным или индивидуальным.
Для сравнения этих двух методов кратко опишем каждый из них, прилагая схемы.
При агрегатном (обезличенном) методе (см. рис.3) ремонт автомобилей производят путем замены неисправных агрегатов (узлов) исправными, ранее отремонтированными или новыми из оборотного фонда. Неисправные агрегаты (узлы) после их ремонта поступают в оборотный фонд.
позволяет сократить время простоя автомобилей в ремонте (замена неисправных агрегатов и узлов на исправные).
экономически целесообразный ремонт агрегатов, механизмов, узлов и систем организован на специализированных ремонтных предприятиях.
сокращение времени простоя в ТР => повышается коэффициент технической готовности парка => увеличивается его производительность и снижается себестоимость единицы транспортной работы.
необходимо иметь неснижаемый фонд оборотных удовлетворяющий суточной потребности АТП.
Поэтому, как правило, при организации ТР автомобилей применяют агрегатный метод.
При индивидуальном (не обезличенном) методе (см. рис.4) ремонта снятые с автомобиля неисправные агрегаты (узлы) после ремонта ставят на тот же автомобиль => время простоя автомобиля в ТР больше => индивидуальный метод ремонта применяют только при отсутствии оборотного фонда агрегатов или когда отсутствует нужный исправный агрегат.
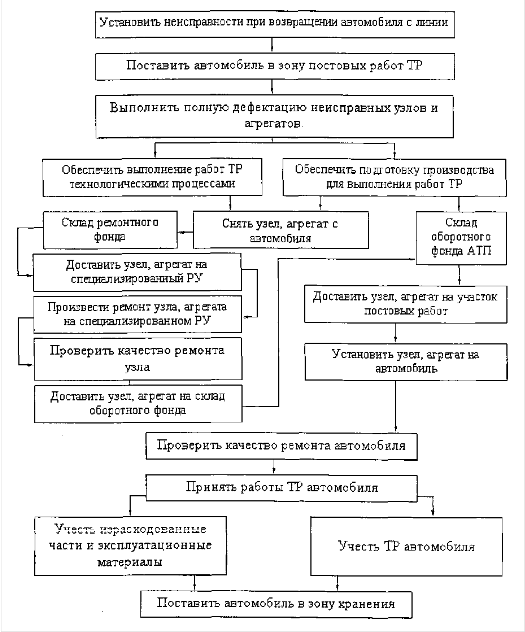
Рис 3.
Схема технологического процесса ТР автомобиля агрегатно-узловым методом.
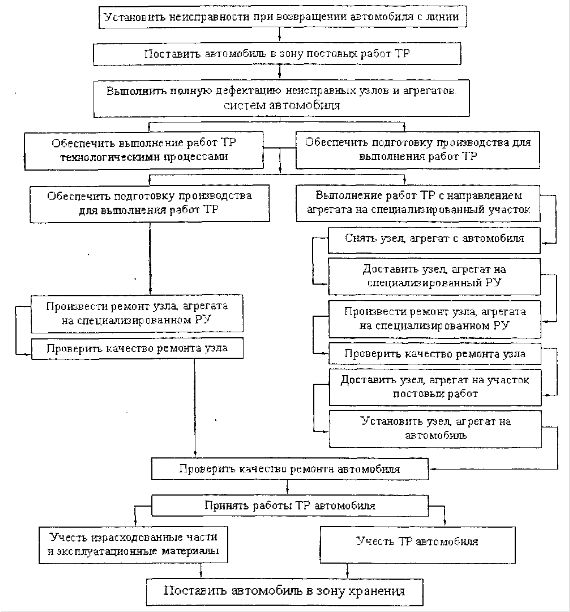
Рис. 4.
Схема технологического процесса ТР автомобиля индивидуальным методом
Внешний вид трамвая с точки зрения дизайна транспорта
Транспортный дизайн в современном мире выступает как одно из наиболее популярных направлений дизайна. С одной стороны он формирует стиль, который существенно влияет на другие виды дизайна, с другой стороны - и сам транспортный дизайн находится под влиянием социально-экономического, технологического ...
Управление токами с помощью прибора
Регулировка токов КЗ при проверке токов срабатывания и возврата может осуществляться с помощью амперметра, расположенного в верхней части экрана. Регулировка происходит следующим образом. С помощью mоuse на поле задания данных выбирается регулируемое значение тока КЗ: либо его модуль, либо его аргу ...
Организация производственного процесса на СТО
В основу организации производства положена единая для всех станций функциональная схема. При приёмке автомобилей в техническое обслуживание и ремонт, а также при выдаче автомобилей СТО должна руководствоваться “Техническими требованиями на сдачу и выпуск из ТО и ремонта легковых автомобилей, принад ...