График операций с составом по отправлению со станции формирования и станции оборота

Маршрутная скорость пассажирского поезда – средняя скорость движения поезда от начальной до конечной железнодорожной станции с учетом времени стоянок на всех попутных станциях, разгонов и замедлений.
Для определения маршрутной скорости предварительно рассчитывают для каждой категории поездов количество стоянок на станциях направления и их продолжительность в зависимости от назначения остановки поезда. Маршрутная скорость определяется по формуле:
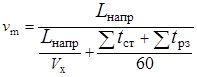 , км/ч, (1.5)
, км/ч, (1.5)
|
где |
![]() – ходовая скорость поезда, км/ч;
– ходовая скорость поезда, км/ч;
![]() – общее время стоянок поезда на всех станциях направления, мин;
– общее время стоянок поезда на всех станциях направления, мин;
![]() – общее время на разгон и замедление, мин.
– общее время на разгон и замедление, мин.
Общее время стоянок пассажирских поездов на всех станциях направления определяется для разных категорий поездов по формуле 1.6.
 (1.6)
(1.6)
где ![]() - время стоянки поезда для снабжения водой (
- время стоянки поезда для снабжения водой (![]() =25 мин);
=25 мин);
![]() - время на выполнение технических операций (
- время на выполнение технических операций (![]() =15 мин);
=15 мин);
![]() - время посадки-высадки пассажиров (
- время посадки-высадки пассажиров (![]() = 2-3 мин).
= 2-3 мин).
Экипировка пассажирских составов водой производится на станциях, расположенных на расстоянии L сн = 600 – 800 км.
Техническое обслуживание вагонов производиться через L тех = 300 – 350 км. Станции посадки – высадки пассажиров располагаются на расстоянии:
· Lск пв = 100-200 км. для скорых поездов;
· Lпасспв = 50 - 70 км. для пассажирских дальних поездов;
· Lмпв = 15-20 км. для пассажирских местных поездов.
Приведенные расстояния необходимо выбирать таким образом, чтобы количество стоянок было целым числом.
Общее время на разгон и замедление определяется
- для скорых поездов
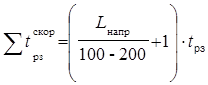 , (1.7)
, (1.7)
- для пассажирских дальних поездов
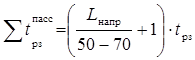 , (1.8)
, (1.8)
- для пассажирских местных поездов
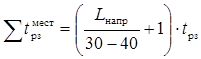 . (1.9)
. (1.9)
где tрз – время на разгон и замедление поезда (tрз = 2 мин).