Ремонт электропневматического клапана автостопа
После разборки металлические клапаны притирают по месту, а в клапанах с мягкой посадкой зачищают или заменяют резиновое уплотнение при наличии забоин на нём.
В процессе сборки проверяют следующие сборочные размеры и восстанавливают их путём подгонки деталей: ход якоря 1,4 -1,7 мм; ход резиновой диафрагмы вверх 3-4,5 и вниз 6,0-7,0 мм; ход клапана 2,3-3.5 мм; дроссельные отверстия во втулке плунжера диаметром не более 1,0+0,1 мм и в поршне срывного клапана 0,8±0,05 мм, подъём срывного клапана 6-9 мм.
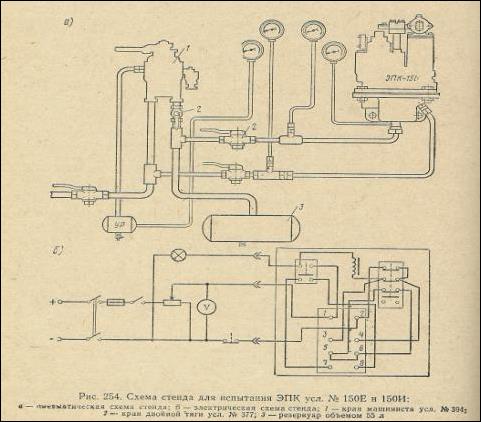
После сборки ЭПК проверяют на стенде:
· Время превышения давления в камере выдержки от 1,5 до 7,5 кгс/см2, которое должно быть не более 10 сек;
· Время понижения давления с 8±0,2 до 1,5-0,2+0,5 кгс/см2 должно быть в пределах 7-8.5 сек;
· Размыкание верхних контактов при давлении 1,5-0,2+0,5 кгс/см2 в камере выдержки, остаточное давление в ней допускается не более 0,6 кгс/см2;
· Разобщение тормозной магистрали с атмосферой при снижении давления в ней до 1,5-0,2+0,5 кгс/см2 при нахождении ручки крана в 3 положении.
При разрядки камеры должен непрерывный свисток.
При напряжении 30 В должен закрываться клапан (допускается образование малого пузыря за 4 сек.), а при напряжении 8 В – отпадать якорь электромагнита.
Управление токами с помощью прибора
Регулировка токов КЗ при проверке токов срабатывания и возврата может осуществляться с помощью амперметра, расположенного в верхней части экрана. Регулировка происходит следующим образом. С помощью mоuse на поле задания данных выбирается регулируемое значение тока КЗ: либо его модуль, либо его аргу ...
Расчет экономической эффективности модернизации Пом-4
Основным обобщающим показателем, определяющим эффективность модернизированной техники, является экономический эффект, в котором находят отражение все показатели, характеризующие модернизацию. Годовой экономический эффект от применения модернизированной ПОМ-4 рассчитывается как абсолютная величина м ...
Проведение испытаний
После проведения модернизации тягово-силового стенда были проведены испытания. В качестве объекта для испытаний был выбран автомобиль TOYOTA MARK II, в конструкцию трансмиссии которого входит автоматическая коробка перемены передач. На данном автомобиле автоматическая трансмиссия является сложной и ...