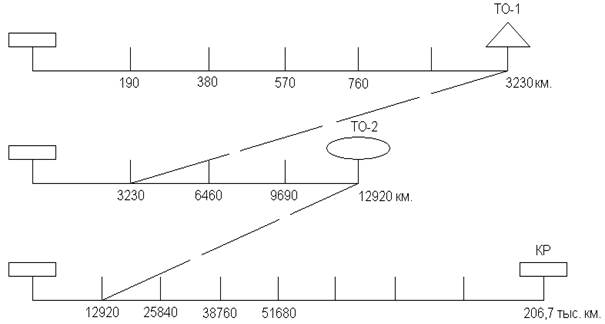
Расчёт кратности пробега для автомобиля КраЗ 256
Таблица №12
|
Виды пробега, км |
Обозначение, км |
Нормативный, км |
Скорректированный, км |
Принятый, км |
|
Среднесуточный |
Lсс |
- |
- |
190 |
|
До ТО-1 |
L1 |
4000 |
3200 |
3200/190=16,8 ( до целых)
190*17=3230 |
|
До ТО-2 |
L2 |
16000 |
12800 |
3230*4=12920 |
|
До КР |
Lкр |
300000 |
204000 |
204000/12920=15,8 (до целых)
12920*16=206720 |
Расчёт коэффициентов технической готовности, использования и годового пробега автомобилей
αт =1/1+Lсс(ДТО и ТР*К2/1000+ДКР/LКР.СР)
где: αт – коэффициент технической готовности
Lсс – среднесуточный пробег, км
ДТО и ТР – нормативы простоя в ТО и ТР дней/1000 км
К2 – коэффициент, учитывающий модификацию подвижного состава
ДКР – нормативы простоя в КР дней. Если автомобиль не проходит КР, то ДКР =0
LКР СР – расчётный средневзвешенный пробег до КР, км.
ЗИЛ-130
αт =1/1+160*(0,42/1000+0)=0,94
КраЗ 256
αт =1/1+190*(0,53/1000+0)=0,9
αи =αт*Ки*Др.г/Дк.р
где: αи – коэффициент использования автомобилей
αт – коэффициент технической готовности
Ки – коэффициент, учитывающий снижение использование автомобилей по эксплуатационным причинам, Ки =0,93 – 0,97
Др.г – число дней работы подвижного состава в году
Дк.р – число календарных дней в году (=365)
ЗИЛ-130
αи =0,94*0,93*305/365=0,73
КраЗ 256
αи =0,9*0,93*305/365=0,7
Lп.г. =Аu*lсс*Дк.г*αu
Где: Lп.г. – годовой пробег автомобиля технологически совместимой группы (км)
Аu – среднесписочное число автомобилей технически совместимой группы
lсс – среднесуточный пробег (км)
ЗИЛ-130
Lп.г. =40*160*365*0,73=1705280 км.
КраЗ 256
Lп.г. =65*190*365*0,7= 3155425 км.
Прием
контактов от проверяемой релейной защиты
В левой части экрана расположено поле приема сигналов от проверяемой аппаратуры. При изменении токов и напряжений можно наблюдать реакцию защиты по состоянию восьми контактов. Под каждый контакт выделено по одной кнопке и одному полю: - эта кнопка служит для выбора одного из восьми контактов, реакц ...
Технико-экономический расчет
варианта с 4 зонными станциями
Так как остановочные пункты примерно через каждые 4 км, то их количество по зонам: I зона – 2; II зона – 2; III зона – 3; IV зона – 2. Исходя из количества остановочных пунктов определяется участковая скорость поездов на каждой зоне: Пассажиро-часы, затрачиваемые на проезд пассажиров в одном направ ...
Планирование мероприятий по
сокращению затрат на транспортировку нефти
Планирование себестоимости работы трубопроводного транспорта должно проводиться на основе прогрессивных технически и экономически обоснованных норм трудовых, материальных и денежных затрат. Запланированное снижение себестоимости обосновывается специальными расчетами и подкрепляется мероприятиями, к ...