Методы обнаружения дефектов
Страница 3
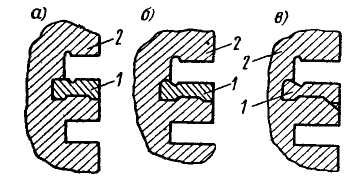
На рис 3.4 показаны конструкции таких колец 1. В одном варианте верхнюю часть кольца расчеканивают и закатывают в поршневой канаке. Во втором варианте нижнюю часть противоизносных колец 1 слегка приваривают к головке поршня.
При нормальной центровке поршней регулярных профилактических осмотрах такие кольца работаю свыше 20000 ч. В случае необходимости кольца можно сменить, восстановив этим номинальные размеры канавки.
Поршневые кольца.
Осматривают и обмеряют кольца во время профилактических переборок цилиндров, и, если поршень и втулка чаще всего не требует никакого ремонта, то комплект колец после переборки редко возвращается в цилиндр в полном составе. Иногда из-за состояния колец приходится скрывать цилиндр и вынимать поршень раньше профилактического осмотра.
После того как кольца сняты с поршня и отчищены от нагара и масла, осматривают их рабочую поверхность. Очень важно установить, всей ли рабочей поверхностью прилегает кольцо к стенкам втулки. Поверхность, не прилегающая к втулке, имеет темный цвет, и кольцо с таким дефектом ни в коем случае нельзя оставлять на месте первого и второго. Если износ такого кольца не достигает по всем параметрам предельно допустимого, его можно поставить вниз, на место последнего или предпоследнего.
Заводы – строители, определяют пригодность кольца по трем параметрам: Зазору в замке, зазору между кольцом и канавкой и толщине кольца. Правила толщину кольцо не лимитируют.
Первым из параметров определяют зазор в замке кольца. Для этого кольцо вставляют в цилиндр и продвигают до того места где цилиндр имеет наибольший диаметр. В этом месте выравнивают кольцо так, чтобы оно лежало в плоскости перпендикулярно оси цилиндра, и замеряют зазор.
Зазоры замках колец сравнивают с зазором предыдущих замеров, и, если величины зазоров превосходят допускаемые, кольца подлежат безусловной замене. Обычно верхние кольца, работающие в наиболее тяжелых условиях, изнашиваются быстрее. По этому можно судить по Рис. 3.3, где показано потеря массы кольцами в зависимости от их расположения.
Про замер зазоров в замке кольца по мимо изложенного выше необходимом добавить, что заводы – строители снабжают свои дизели кольцом – калибром Рис. 3.4, внутренний диаметр которого равен минимальному диаметру втулки, и судовые механики определяют зазор в замке кольца 2, устанавливая его в этот калибр
Такой прием нельзя считать правильным, если втулка потеряла номинальные размеры. При замере зазора в кольце получают заведомо меньший зазор против того, что будет получен при замере зазоре во втулке. Кольцо работает во втулке при её действительном диаметре, следовательно, и зазор замка нужно замерять во втулке, так как это будет действительным зазором, с которым работает кольцо. В правилах (71) судовых дизелей рекомендуется замерять зазор в замке при установке кольца в наименее изношенной части втулки. Согласно Правилам, для втулок диаметром кольцо закрепляют в кулачках болтами 1. При вращении маховика 5 кулачки раздвигаются и разжимают кольцо до требуемого диаметра. Масса приспособления 1.5 кг.
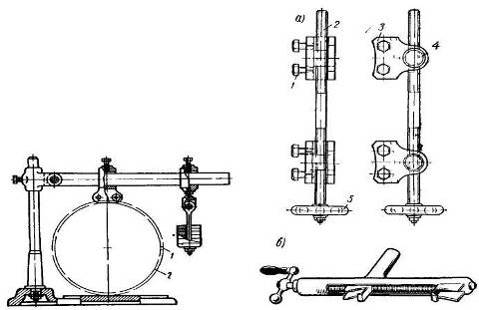
Приспособление Разжимные приспособления для для проверки поршневых колец упругости поршневых колец
Однако значительно удобнее приспособление (рис. 3.5), которым снабжает свои дизели фирма «Зульцер». Здесь кулачки не крепятся к кольцу, а упираются в торцы замка. Губка приспособление не подвижное, а другая двигается по винту с обычной резьбой, который вращается при помощи рукоятки. Масса приспособления менее одного килограмм. Оно применяется для колец диаметром 700 мм и более. Основным преимуществом такого приспособления является то, что не нужно прижимать чугунное кольцо стальными болтами. Вместе с компрессионными кольцами: зазор в замках и высоту рабочей поверхности. Если высота рабочей поверхности кольца увеличивалась более чем 2-а раза против установленной, кольцо запиливают вручную, или обрабатывают наждачным кругом до восстановления первоначальной высоты.
Нормативы удельной трудоёмкости на 1000км
Тип СТО и подвижного состава Удельная трудоемкость, ТО и ТР* чел-ч/ 1000 км Разовая трудоемкость на один заезд по видам работ, чел-ч ТО и ТР Мойка и уборка Приемка и выдача Предпродажная подготовка Противокоррозионная обработка Городские СТО легковых автомобилей особо малого класса 2,0 - . 0,15 0,1 ...
Испытание
Опустив автомобиль ваз 2108 на землю, несколько раз сильно качните его. Затяните гайку крепления шаровой опоры к рычагу моментом 80-96 Нм (8,0-9,6 кгс-м), гайку крепления шаровой опоры к поворотному кулаку -50-63 Нм (5,0-6,3 кгс-м). После пробега 100 км еще раз затяните эти резьбовые соединения тре ...
Замена панели боковины кузова автомобиля ВАЗ-2106
Панели боковин кузова заменяйте при снятых передних и задних крыльях 10 , крыше 5 и боковой панели 9 крыши. Замена панели боковины кузова автомобилей ВАЗ 2106. Для удаления панели боковины (левой или правой) твердосплавным сверлом диаметром 6 мм удалите следующие точки сварки в соединении боковины ...