Методы обнаружения дефектов
Страница 4
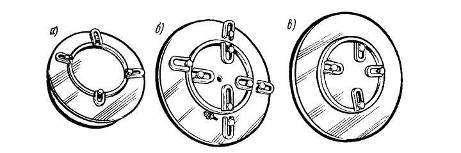
На рис 8 показано сечение маслосъемного кольца, его рабочая поверхность 1 и поверхность 2, подлежащие спиливанию для дизелей фирма устанавливает высоту нормальную рабочей части маслосъемного кольца 2 мм для SD 72 и предельно допустимую высоту 4 мм.
Если для гл. дизелей нельзя изготовить при помощи судового оборудования поршневые кольца, то для вспомогательных эта задача не представляет никаких трудностей, только нужно иметь соответствующую заготовку и сделать несколько приспособлений.
Не все способы изготовления поршневых колец можно применить в судовой обстановке. На СРЗ существуют следующие способы.
Из заготовок цилиндрической формы – одной проточкой с последующей термофиксацией; Из заготовок цилиндрической формы с 2-мя проточками с последующей термофиксацией; то же, без термофиксации; из индивидуальных заготовок эллиптической формы.
В судовых условиях из перечисленных можно применить только изготовление из заготовок цилиндрической формы без термофиксации, т. к. при этом не требуется оборудования для термообработки. Последовательность изготовления колец таким образом следующая.
· Устанавливают на станок заготовку обрабатывают по наружному и внутреннему диаметру D1 и d1, которые определяют из соотношений:
При вырезке замка размером D1=D+0.5A: d1=0.01D-2t;
При вырезке замка размером А ≥ 0,1D диаметры D1=D+0.5A; d1=d+0.15A.
Здесь D и d – соответственно натужней диаметр кольца, равный диаметру цилиндра, и внутренний диаметр кольца d=D-2t (t – радиальная толщина кольца).
· Из обработанной заготовки нарезают кольца с припуском 0,1 мм по высоте на шабровку.
· Вырезают замок в кольце размером =3,7 t. После этого кольцо по одиночке или вместе обрабатывают в чистый размер. При второй проточке применяют различные приспособления: хомуты, цилиндры и т.д. Для судовых условий наиболее удобное приспособление на рис. 3.7 оно состоит из диска с хвостиком, конус которого входит в шпиндель станка, несколько специальных скоб для крепления колец на диске и хомуте.
На судне даже не обязательно иметь спец. Диск, так как изготовление поршневых колец, в судовой обстановке – сравнительно редкое явление. Можно использовать для этой цели план – шайбу токарного станка, даже если придется высверлить в ней несколько лишних отверстий.
· Снимают фаску, проворачивают кольцо, применяют хомут, крепят кольцо и снимают фаску с другой стороны.
· Проверяют кольцо по цилиндру или по кольцу, имеющему внутренний диаметр, равный диаметру цилиндра, и подгоняют окончательно зазор в замке.
· Пришабривают кольцо по плите, одновременно подгоняя их в чистовой размер по высоте.
Применяемые допуски в зависимости от размеров кольца даны в правилах (71).
Проверка центровки поршня относительно оси цилиндра
Если позволяет время стоянки, то при профилактической переборке деталей ЦПГ желательно проверить взаимное положение осей поршня и цилиндра.
До того момента как на поршень одеты кольца, опускают его в цилиндр и крепят шток к поперечине. В неподвижном положении поршень обычно приваливается к какой-либо из стенок втулки в сторону крена и деферента. Поршень может приять такое положение вследствие наличия зазоров в головном и Мотылевым подшипниках и параллели.
Для того чтобы поршню положение, которое занимает во время работы, ползун нужно прижать к параллели переднего хода следующим образом. Ставят поршень на одну из мертвых точек, подбирают прочные деревянные брусья и домкрат. Один или несколько брусьев прижимают к колонне или к двум колонам, стоящим рядом, а другой – к поперечине, и между ними ставят домкрат, как показано на рис. 3.8 показано другой способ установки домкрат для ползуна такой же конструкции, а на рис 3.8 для одностороннего ползуна.
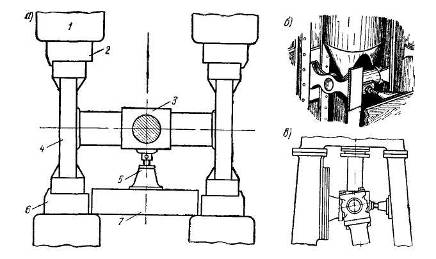
Вывертывая винт домкрат, плотно прижимают ползун к параллели и замеряют зазор. То же самое проделывают с ползуном по середине хода поршня и в другой мертвой точке. При помощи лампы, помещенной в картере или со стороны фонаря (в зависимости от конструкции дизеля), просматривают зазоры на свет; поршень нигде не должен прилегать к стенке втулки вплотную.